A partir de hoje vamos iniciar uma série de matérias sobre as ferramentas, normativas e leis que determinam a segurança dos alimentos desde as mais fundamentais até as que estão ganhando destaque no mercado internacional de certificação (figura 1).
 |
| Fonte: Google Adaptado |
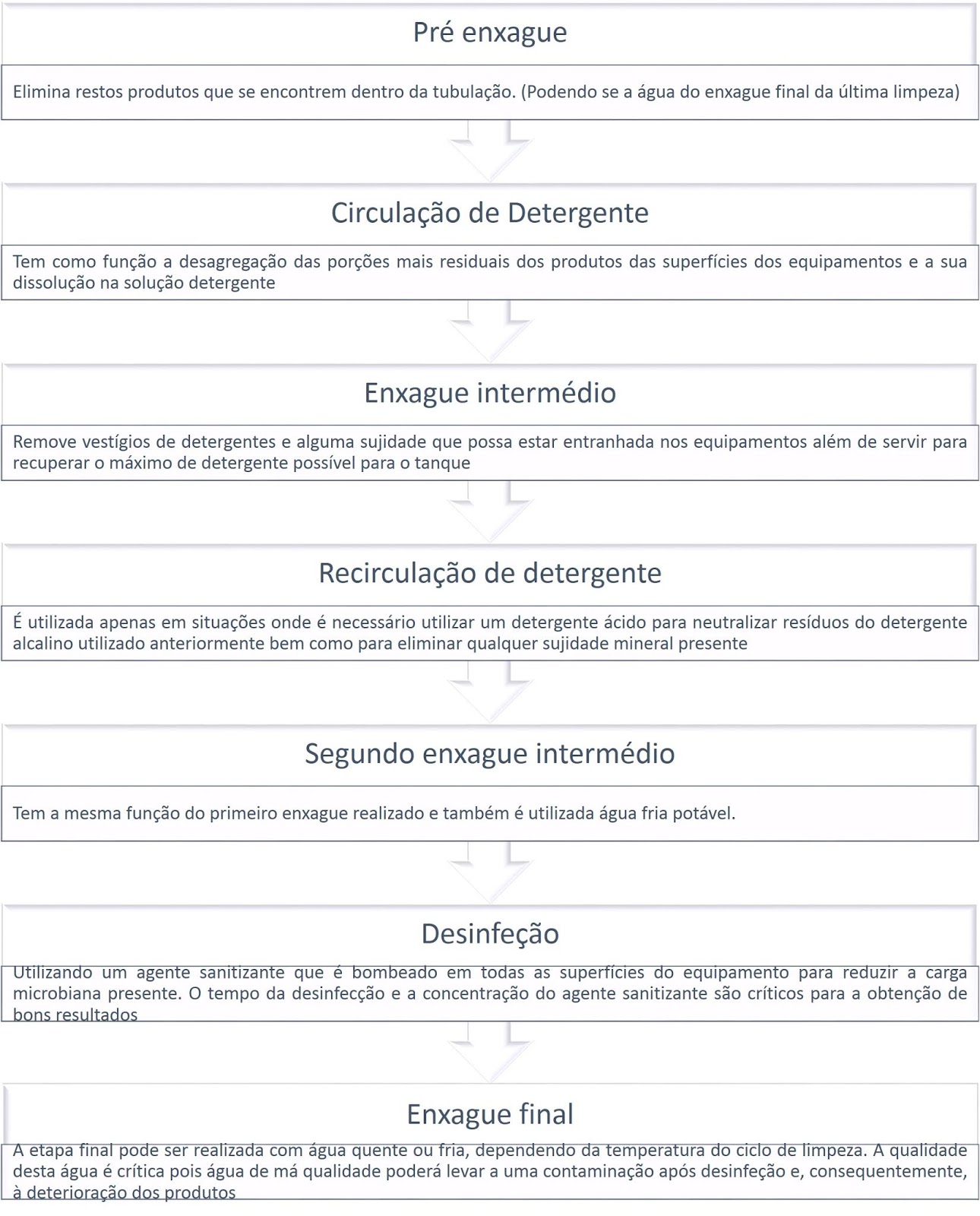
Hoje vamos começar com conceitos do tema que é bastante conhecido no setor de alimentação, pois trata-se de um requisito básico quando fala-se na produção e manipulação de alimentos, as Boas Práticas de Fabricação (BPF), que são procedimentos necessários para garantira qualidade sanitária dos alimentos. Onde abordam a estrutura física da organização, disposição e utilização das máquinas e equipamentos, higiene e comportamento dos manipuladores, higienização e sanitização de superfícies e fluxos de processos.
 |
| Fonte: Anvisa |
Podemos destacar que o objetivo principal das BPF é a máxima redução dos riscos a contaminação dos alimentos. Cabe lembrar que as BPF são uma ferramenta da qualidade, logo, além de aumentar a qualidade e a segurança dos alimentos, buscam criar um ambiente de trabalho mais eficiente e satisfatório, otimizar o processo produtivo e aumentar a competitividade.
 |
| Fonte: Google Imagens |
Uma das práticas fundamentais da aplicação das BPF.
Além disto, a Portaria MS nº 1.428, 26 de novembro de 1993, determinou que os estabelecimentos relacionados com a área de alimentos adotassem sob responsabilidade técnica as suas próprias boas práticas de fabricação. E, em 30 de julho de 1997, a Secretaria de Vigilância Sanitária, através da Portaria MS – SVS nº 326 aprovou o regulamento técnico sobre as condições higiênico-sanitárias e de Boas Práticas de Fabricação, para estabelecimentos produtores/ industrializadores de alimentos. Já em 2002, a RDC nº 275/2002 foi desenvolvida com o propósito de atualizar a legislação geral, introduzindo o controle contínuo das BPF e os Procedimentos Operacionais Padronizados, além de promover a harmonização das ações de inspeção sanitária por meio de instrumento genérico de verificação das BPF. Portanto, é ato normativo complementar à Portaria SVS/MS nº 326/97.
O processo de implantação das BPF pode ser dividido em três partes:
- Elaboração e uso de um Manual de Boas Práticas de Fabricação.
- Realização de um treinamento, com a equipe de trabalho, para haver uma adaptação e reciclagem.
- Verificação e medidas corretivas, previstas no Manual de Boas Práticas de Fabricação que são adotadas para corrigir quaisquer desvios dos parâmetros definidos.
No site da ANVISA podemos encontrar as resoluções referentes as BPF desde as disposições gerais até as normativas mais especificas para o alimento ou serviço alimentício ofertado pela organização.
 |
| Fonte: Site ANVISA |
Link: http://portal.anvisa.gov.br/registros-e-autorizacoes/alimentos/empresas/boas-praticas-de-fabricacao
Nosso objetivo hoje foi lhe trazer uma das tantas ferramentas e disposições legais para funcionamento de uma organização do ramo alimentício. E apresentar as BPF como um fundamental guia na qualidade dos alimentos, no Site da ANVISA você poderá encontrar todas as resoluções que poderá lhe guiar na aplicação dos conceitos na sua realidade.
Na próxima publicação iremos falar de sobre o APPCC! Aguardem!
Tenho uma notícia boa pra você!!!
Se você quiser orientações profissionais ou um auxilio para implementar as BPF, estarei a disposição!
Obrigado pela Leitura!
AUTOR:
JOÃO PEDRO FERREIRA
Mestrando em Engenharia de Alimentos - UFSC
Pós-Graduando MBA em Gestão da Qualidade - FAVELI
Engenheiro de Alimentos - UFRPE-UAG
White Belt - Six Sigma
Técnico em Agroindústria - IFPE


/imgs.jusbrasil.com/publications/noticias/images/concurso-anvisa1484650532.png)






.jpg)






























{kind=link}